




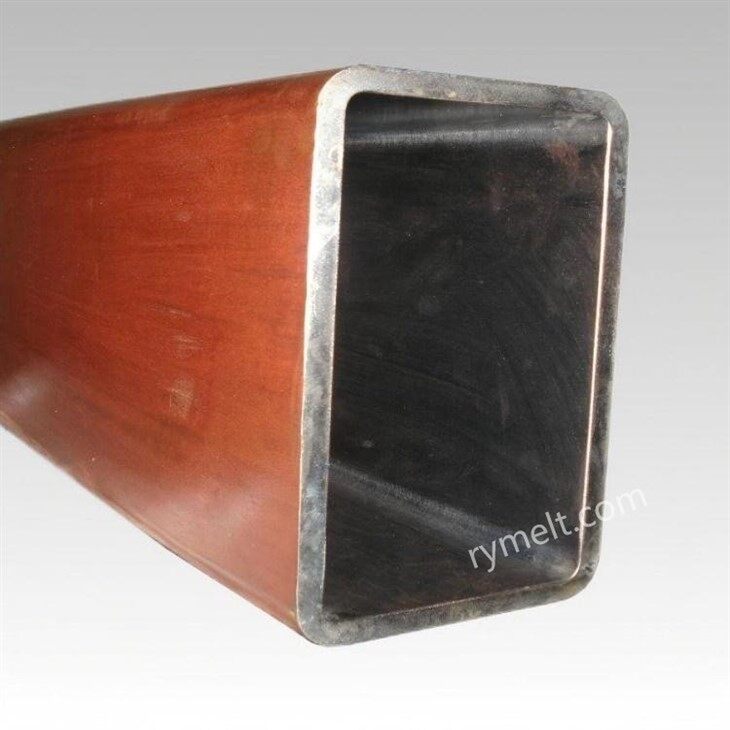
Medžiagos charakteristikos
Pagaminta iš didelio -grynumo vario (pvz., vario, sidabro-vario lydinio), dėl didelio šilumos laidumo ir didelio atsparumo temperatūrai, gali greitai perduoti šilumą. Vidinė sienelė dažnai padengta chromo arba nikelio -lydiniu, siekiant padidinti atsparumą dilimui, atsparumą korozijai ir išvengti tiesioginio vario plieno kontakto.
Struktūrinis projektavimas
Kūginis dizainas: Vidinis varinio vamzdžio spindis paprastai suprojektuotas kaip apverstas kūgis, siekiant kompensuoti liejimo ruošinio susitraukimą kietėjimo metu, sumažinti oro tarpą ir padidinti aušinimo efektyvumą.
Aušinimo vandens kanalas: išorinėje sienelėje yra spiralinis griovelis arba tiesus griovelis, kuris pašalina šilumą dideliu{0}}vandens srautu ir užtikrina tolygų aušinimą.
Taikymo scenarijus
Daugiausia naudojamas ruošinių, ruošinių, plokščių ir kitame nuolatinio liejimo procese, kuris tiesiogiai veikia liejimo ruošinio paviršiaus kokybę ir vidinę struktūrą.
Dažnos problemos ir iššūkiai
Susidėvėjimas ir įbrėžimai: Trintis tarp ruošinio ir varinio vamzdžio vidinės sienelės susidėvi, todėl reikia reguliariai tikrinti dangos vientisumą.
Šiluminė deformacija: Deformacija gali atsirasti esant ilgalaikei aukštai temperatūrai, o tai turi įtakos ruošinio matmenų tikslumui.
Dengimo lupimas: Dengimo lupimas pagreitins koroziją ir sutrumpins varinių vamzdžių tarnavimo laiką.
Kalkių užsikimšimas: aušinimo vandens nešvarumai nusėda ant bėgelių, todėl sumažėja aušinimo efektyvumas.
Medžiaga ir dengimas
Didelio-laidumo deguonies{{1} neturintis varis (OFHC): grynumas didesnis arba lygus 99,95%, šilumos laidumas didesnis arba lygus 380 W / (m-K), atsparumas minkštėjimui aukštoje-temperatūroje, tačiau atsparumas dilimui yra menkas.
Sidabro-vario lydinys (Cu-Ag): pridėkite 0,08–0,12 % sidabro, padidinkite atsparumą aukštai -temperatūrai (20 % padidinkite stiprumą 300 laipsnių kampu), šiek tiek sumažinkite šilumos laidumą (apie 350 W/(m{8}}K)).
Chromo -cirkonio varis (Cu-Cr-Zr): turi 0,5–1,2 % Cr, 0,03–0,3 % Zr, didelio stiprumo (tempimo stipris didesnis nei 350 MPa arba lygus jai), o šilumos laidumas (320 W/(m)), tinkamas nuolatiniam liejimui dideliu tempimu.
Vidinės sienelės chromavimas: storis 0,05–0,15 mm, kietumas didesnis arba lygus 800 HV, atsparus oksidacijai aukštoje temperatūroje ir plieno šveitimui.
Vidinės sienos nikelio{0}} lydinio dengimas (pvz., Ni-Co arba Ni-Fe): storis 0,1–0,3 mm, kietumas geresnis nei chromavimas, didesnis atsparumas terminiam nuovargiui.
Vidinės sienos kompozitinis dengimas: chromo + nikelio dvigubo-sluoksnio dengimas, atsižvelgiant į atsparumą dilimui ir atsparumą šiluminiam smūgiui (aukštos klasės taikymas).
Apdorojimas azotu: padidinkite varinių vamzdžių paviršiaus kietumą, kad sumažintumėte pradinį nusidėvėjimą.
Lazerinis dengimas: lokalizuotas susidėvėjusių vietų remontas, siekiant pailginti tarnavimo laiką.
Pamatiniai parametrai
Kvadratinis ruošinys: bendras kraštinės ilgis 100–300 mm, kūgis 0,6–1,2 %/m.
Apvalus ruošinys: skersmuo 150–400 mm, kūgis 0,4–0,8 %/m.
Plokštė: storis 150-300mm, plotis 1000-2000mm, kūgis 0,8-1,5%/m.
Ilgis: paprastai 700–1200 mm, nustatomas pagal tempimo greitį ir kietėjimo laiką.
Viengubas kūgis: paprastas linijinis kūgis, tinka mažam tempimo greičiui arba mažo profilio ruošiniams.
Daugia{0}}kūgio kūgis: segmentuotas kintamasis kūgis (pvz., dvigubas kūgis, parabolinis kūgis), prisitaikantis prie kietėjimo susitraukimo sudėtingumo ir pagerinantis aušinimo vienodumą.
Sienelės storis: 8-20 mm (priklauso nuo ruošinio dydžio ir šilumos apkrovos).
Aušinimo vandens latako gylis: 3–6 mm, lovio plotis: 4–8 mm.
Vandens srautas: 8~15m/s, vandens slėgis: 0,6~1,2MPa.
Plieno pralaidumas: bendras tarnavimo laikas 3000–10 000 tonų plieno (priklausomai nuo dengimo kokybės ir proceso sąlygų).
Leidžiamas nusidėvėjimas: vidinės sienelės dangos susidėvėjimas Reikia pataisyti mažiau nei 0,1 mm, o daugiau nei 0,3 mm deformaciją reikia pakeisti.
Mūsų įmonė turi didelę patirtį gaminant ir parduodant vario kristalizavimo vamzdžius, su profesionaliu techniniu personalu, pagal individualius klientų poreikius, gaminant ir perdirbant.




